Product Description
-
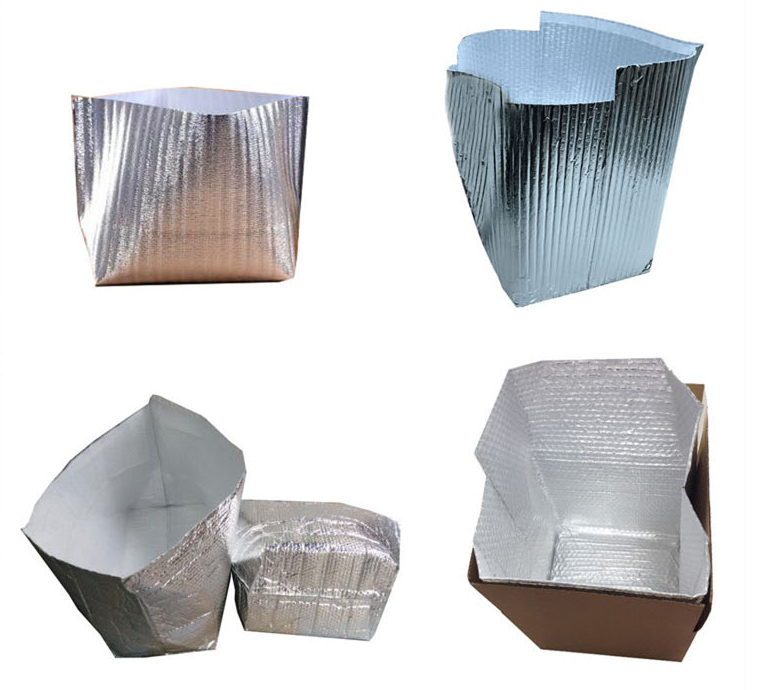
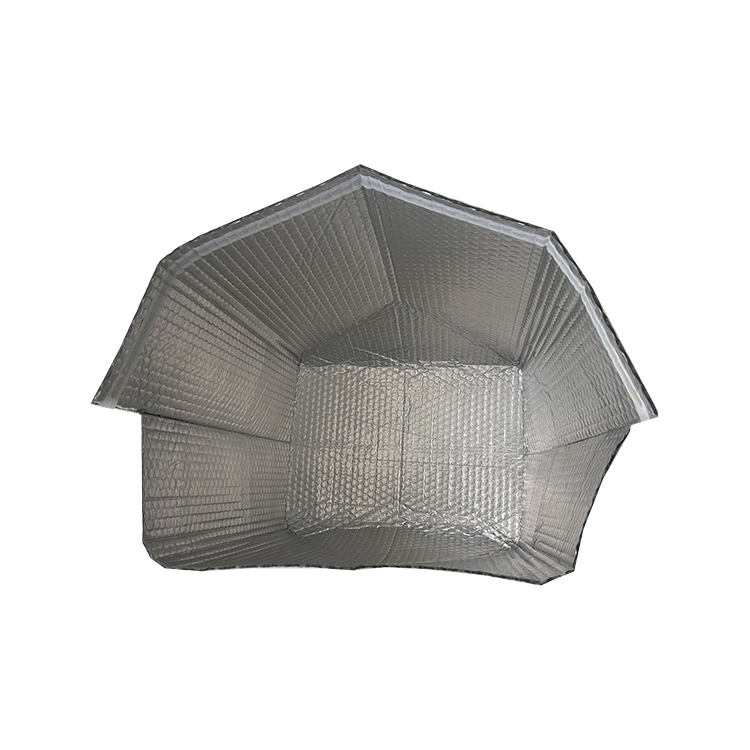
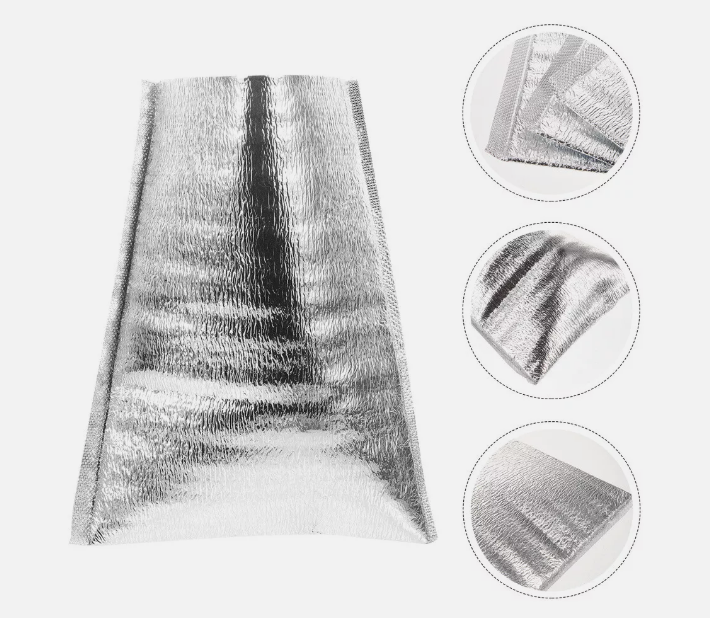
Radiant Barrier Technology: Reflective foil layers that block up to 97% of radiant heat transfer.
-
Engineered Multi-Layers: Metalized PET or Aluminam foil laminated to air-bubble cushions or high-performance foam.
-
Superior Moisture Control: A moisture barrier that prevents "container sweat," keeping outer boxes dry and structurally sound.
-
Puncture & Tear Resistance: Durable materials that protect against both thermal excursions and physical damage.
Operational & Cost Benefits
-
Unparalleled Space Efficiency: Liners arrive collapsed or vacuum-compressed, saving up to 75% in warehouse storage space compared to rigid foam coolers.
-
Rapid Pack-out Speed: "Peel-and-seal" adhesive strips for an airtight closure without the need for extra tape.
-
Reduced Freight Costs: Lightweight, "right-sized" designs that lower dimensional weight and inbound shipping charges.
Sustainability Profile
-
Recyclability: Fully recyclable and 30% post-consumer recycled material if needed.
-
Compliance: Adherence to international standards like ISO 22000 for food safety or GDP for pharmaceutical logistics.
-
Smart Packaging: Real-time temperature tracking avaiable.
Industry-Specific Applications
-
Pharmaceuticals & Life Sciences: For vaccines, biologics, and lab specimens requiring strict cold-chain compliance.
-
Food & Beverage: Ideal for meal kits, specialty chocolates, seafood, and fresh produce.
-
E-commerce & Subscription Services: High-speed packaging for daily shipments of temperature-sensitive luxury or specialty goods.
Manufacturer Advantage
-
Direct-from-Factory Pricing: "Factory-Direct" to cut out middlemen, door to door shipment for customers from all over the world.
-
Rapid Prototyping: Provide custom-sized samples in 3–5 days.
-
Vertical Integration: We control the entire process—from raw material extrusion to final liner assembly and quality control.