Customized Heat insulation packaging plays a vital role in safeguarding products from external threats. You can rely on it to maintain product quality by addressing temperature changes, physical impacts, and environmental risks. Industries like cosmetics, food, and pharmaceuticals depend on this packaging to meet their unique needs. Each sector requires specific insulation materials to protect sensitive items, ensuring they remain intact during storage or transit. By choosing tailored solutions, you ensure your products stay safe and maintain their intended quality.
Special heat insulation packaging keeps items at the right temperature.
Strong packaging layers stop items from breaking during shipping.
Moisture-proof packaging protects items from water and air damage.
Custom designs cut waste and improve work efficiency, saving money.
Picking good insulation materials gives better protection for products.
Temperature-sensitive products like food, pharmaceuticals, and electronics require consistent temperature control to maintain their quality. Customized Heat insulation packaging ensures these items stay within safe temperature ranges during transit. For instance, refrigerated packaging can maintain temperatures between 2-8ºC, which is essential for preserving the integrity of sensitive goods.
|
Temperature Range |
Application |
|
2-8ºC |
Refrigerated Temperature for sensitive products |
|
5°C |
Controlled Room Temperature for Pharmaceuticals |
By using tailored insulation materials, you can prevent heat-related damage and ensure your products arrive in perfect condition.
Proper temperature management minimizes the impact of external temperature fluctuations. This reduces the risk of spoilage and degradation, especially for perishable goods. For example:
Foods stored at low temperatures with gel ice packs and styrofoam coolers remain fresh.
Milk, cream, and fruit juices stay safe from bacterial growth when packed with proper insulation.
Temperature control extends the shelf life of your products, ensuring they reach customers in optimal condition.
Every industry has unique requirements for temperature-sensitive packaging. Customized Heat insulation packaging offers tailored solutions to meet these needs. High-performance materials like polyurethane foam, foil bubble, and biodegradable cornstarch provide excellent thermal performance.
|
Material |
Thermal Performance |
Cost |
Recyclability |
Space Efficiency |
Environmental Impact |
|
Paper |
Very good |
Good |
Curbside recyclable |
Yes |
Biodegradable |
|
Polyurethane Foam |
Excellent |
Expensive |
At certain locations |
Very |
No |
|
Foil Bubble |
Good |
Excellent |
At certain locations |
Very |
Somewhat |
|
Cornstarch |
Good |
Average |
Compostable |
No |
Yes |
By choosing the right materials, you can create packaging that aligns with your product's specific requirements, ensuring maximum protection and efficiency.
Transportation exposes products to impacts, vibrations, and compression. Customized Heat insulation packaging creates a protective barrier that absorbs these forces, reducing the risk of damage. High-quality materials ensure the structural integrity of the packaging, even under challenging conditions.
Products often face hazards like:
Inadequate Packaging: Low-quality materials fail to protect items.
Insufficient Cushioning: Lack of padding leads to impact damage.
Improper Sealing: Unsealed packages may open during transit.
Environmental Factors: Extreme conditions can harm sensitive goods.
Vibration and Shock: Continuous vibrations cause cumulative damage.
Durable packaging mitigates these risks by providing a robust outer layer that withstands external pressures.
Fragile items like glassware, electronics, and ceramics require extra care. Packaging with cushioning materials prevents cracking or shattering. Shock-absorbing layers, such as foam inserts or air-filled pouches, protect delicate goods from sudden impacts.
For example, bubble wrap and foam sheets are commonly used to secure breakable items. These materials distribute pressure evenly, ensuring your products remain intact throughout their journey.
A secure fit is essential for effective protection. Customized Heat insulation packaging is designed to match the exact dimensions of your products. This eliminates unnecessary movement within the package, which is a common cause of damage.
Tailored designs also optimize the use of space, reducing the need for excess materials. By creating a snug fit, you ensure your products stay in place, even during rough handling or long-distance transportation.
|
Material Type |
Key Properties |
|
Metallized Films |
Excellent barrier properties against moisture, light, and oxygen. |
|
Aluminum Foil |
Provides excellent moisture barrier properties. |
|
Metallized PET |
Good moisture and gas barrier properties with flexibility and strength. |
|
Plastic Films |
Widely used for decent moisture barrier properties. |
|
Polyethylene (PE) |
Low cost with decent moisture barrier properties. |
|
Polypropylene (PP) |
Better barrier properties than PE, commonly used in food packaging. |
|
Polyvinylidene Chloride (PVDC) |
Superior barrier properties against moisture, gases, and aromas. |
|
Coated Papers |
Provides moisture-resistant layers for various applications. |
|
Wax-coated Paper |
Commonly used in food packaging for moisture resistance. |
|
Silicone-coated Paper |
High resistance to moisture for various packaging applications. |
By choosing the right materials and ensuring a custom fit, you can protect your products from physical damage while maintaining their quality.
Moisture and humidity can wreak havoc on sensitive products. Customized Heat insulation packaging acts as a barrier, preventing water damage and maintaining product quality in humid conditions.
Exposure to extreme temperatures, humidity, or moisture can damage sensitive goods. Store and transport temperature-sensitive items in climate-controlled conditions. To control humidity levels, include moisture barriers and desiccants in packaging.
Moisture-blocking materials are highly effective in safeguarding your products. They:
Create a barrier against moisture, condensation, and humidity.
Maintain the integrity of the package, ensuring products remain intact.
Prevent corrosion in electronics and metal items, avoiding malfunctions.
Stop mold and mildew from forming on fabrics and materials.
Protect labels from peeling, which is critical for hazardous materials.
Reduce the risk of warping, which can lead to breakage.
By using these materials, you ensure your products stay safe and functional, even in challenging environments.
Dust, dirt, and other particles can compromise the quality of your products. Packaging designed to block contaminants keeps these unwanted elements away. This is especially important for food and medical items, where hygiene and cleanliness are non-negotiable.
For instance, sealed packaging prevents airborne particles from entering, ensuring your products remain clean and safe for use. This level of protection builds trust with your customers and upholds your brand's reputation.
Customized Heat insulation packaging creates a controlled environment that extends the life of your products. By regulating factors like temperature, humidity, and gas levels, you can reduce the risk of environmental wear and tear.
|
Benefit |
Explanation |
|
Regulation of respiration |
Minimizes respiration and transpiration, reducing metabolism and prolonging storage life. |
|
Temperature control |
Lowers temperature to prevent spoilage and maintain high quality of fruits and vegetables. |
|
Humidity management |
High relative humidity prevents water loss and wilting, preserving shelf life and market value. |
|
Ethylene monitoring |
Keeping ethylene levels low prevents premature ripening and extends shelf life. |
|
Carbon dioxide management |
Maintaining CO2 at required levels prevents accumulation that could shorten shelf life. |
By investing in tailored packaging solutions, you protect your products from environmental exposure and ensure they remain in excellent condition for longer periods.
Customized Heat insulation packaging provides essential protection for your products by maintaining temperature control, preventing physical damage, and shielding against environmental exposure. It also offers economic advantages, such as reducing waste and optimizing operational efficiency.
|
Benefit |
Description |
|
Thermal efficiency |
Custom-sized insulated packaging minimizes air circulation, reducing heat flow and maintaining controlled temperatures. |
|
Optimal operational efficiency |
Reduces storage and shipping costs by minimizing package size and dead space. |
|
Waste minimization |
Uses the least amount of material necessary, reducing costs and minimizing waste, leading to fewer spoiled products. |
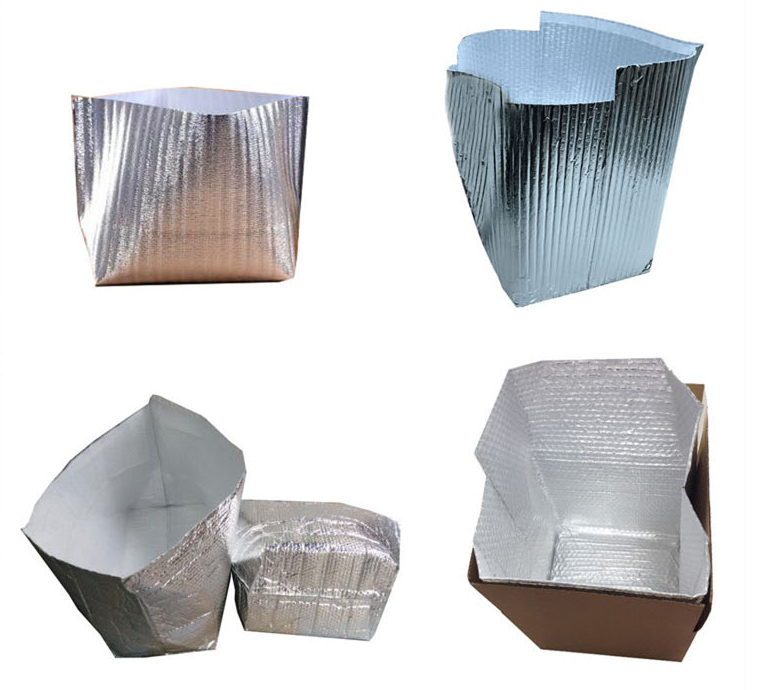
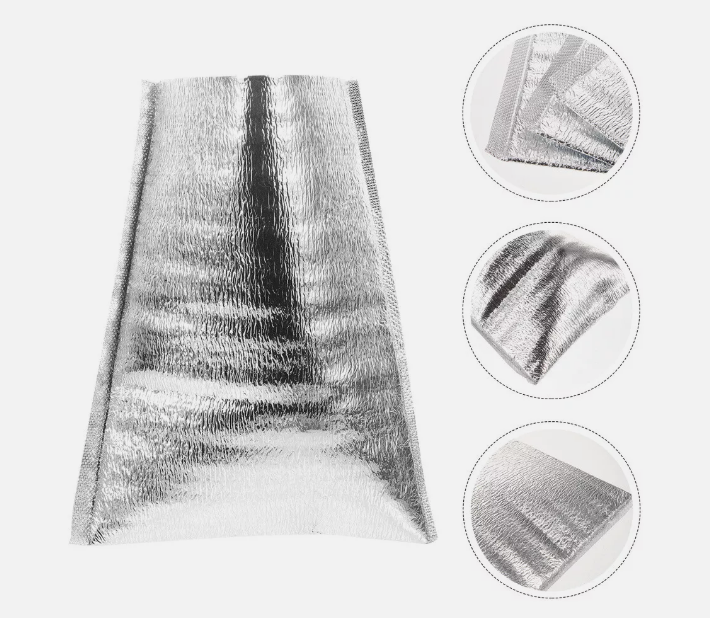
Real-world applications demonstrate its effectiveness. For example, HPP's thermal insulation products take advantage of the low emissivity character of Al foil and closed air cell of the laminated bubble and foam. Most heat transfers through light and air flow. The Aluminum foil can reflect up to 97% of heat with also good moisture barrier and the closed air cell of bubbe and foam works perfect in stopping the air flow. This kind of heat insulation materials are very light and easy to be handle, it is very widely used in both residential and commercial buildings. It can be installed in roof, wall, floor, pipe and attic. Nowadays it is getting more and more popular in the transportation and courier of fresh food.
Contact HPP today to discover how customized heat insulation packaging can meet your unique needs and protect your products effectively.
Industries like food, pharmaceuticals, electronics, and cosmetics benefit the most. These sectors handle temperature-sensitive or fragile products that require protection from heat, physical damage, and environmental exposure. Tailored packaging ensures product safety and quality during storage and transportation.
Custom-sized packaging minimizes unused space and material. This reduces the need for excess insulation and lowers shipping costs. By using only the necessary materials, you can cut down on waste and improve sustainability.
Yes! Many solutions use biodegradable or recyclable materials like cornstarch or paper. These options provide effective insulation while reducing environmental impact. You can choose materials that align with your sustainability goals.
Consider your product's temperature sensitivity, fragility, and storage conditions. Materials like polyurethane foam offer excellent thermal performance, while paper is biodegradable and cost-effective. Consult packaging experts to find the best fit for your needs.
Yes, it reduces product loss, spoilage, and damage. Tailored designs optimize space and minimize material use, lowering shipping and storage costs. Investing in customized solutions saves money in the long run by protecting your products effectively.
Tip: Contact HPP for expert advice on selecting the best customized heat insulation packaging for your business needs.

Copyright © 2025 Harmony Print Pack Co., Ltd. All rights reserved. Site Map Powered by